钢管与法兰焊接连接技术
钢管对接焊缝
相邻两节点之间不得有两个拼接点
且接管最小长度要大于800mm
法兰盘与钢管连接焊缝
外观检查按一级质量标准
磁粉探伤为长度25%
钢管对接拼焊后
其直线度公差均
不得超过名义长度的L/1000
钢管对拼焊时
工作地点温度应在0℃以上
法兰加工与连接
法兰盘接触面应进内凹深度为
h=(0.10~0.20)t
以提供预变形量.
钢管相贯线连接焊缝为角焊缝
多层施焊时
应连续焊接
每一焊道表面应及时清理

法兰盘受压接触面
不平整度应小于或等于±0.20mm
兰盘金加工内外径椭圆度小于或等于0.03~0.1mm(按11级公差精度)
法兰盘螺栓孔直径
加大量小于或等于M16时
为1~1.5mm,大于M16时,为2mm
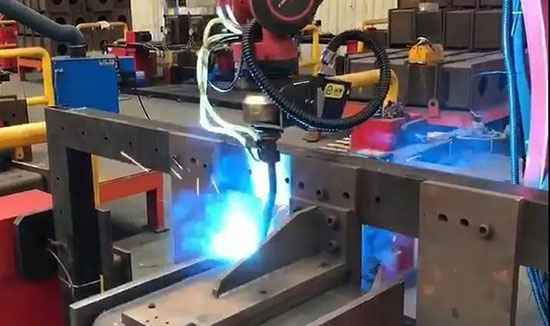
应用实例
钢结构连接箱法兰焊接,针对下料不准,加装激光焊缝跟踪来修正形位误差
激光焊缝跟踪
使用激光器
光学传感器和中央处理器
利用光学传播与成像原理
得到激光扫描区域内各个点的位置信息
通过复杂的程序算法完成
对常见焊缝的在线实时检测
1.确保安全焊接和美观焊缝
2.降低热负荷
3.提高生产率
5.可补偿生产、设备和操作公差
6.对于复杂的焊件,可减少编程工作
7.可实现一致的和可复现的连接
激光焊缝跟踪消除形位工差
焊缝跟踪利用三角测量原理
激光射到工件
相机捕捉图像并将图像
转变成数据发给控制系统
当激光发射一束激光照到焊缝时
焊缝表面的激光变形与焊缝的变量是相对的
可以检测焊缝的宽窄深浅等变化
机器依据这些数据进行自动的调整
欢颜全RV焊接机器人

欢颜全RV机器人
自主研发
纯国产焊接