

直缝管是用热轧或冷轧钢或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子,由于钢管的焊接处成一条直线故而得名。直缝管按照不同的材料以及后道生产工序的不同,大致分为以下几类:
碳钢管、铝管、铜管、不锈钢管
在直缝管中,有些焊接精度要求比较高的,设备很难保证焊接精度,人工反应速度慢,焊偏了才能观察到再去调整,补焊麻烦且容易造成报废。
创想针对于两种不同焊接方式做了不同解决方案。
氩弧焊我们采用传统跟踪方式,检测板材成型的地方,实时检测采集焊缝偏差数据并反馈,33ms一次的焊缝数据反馈,远超人工手调反应速度,让焊接出来的焊缝更美观,同时也避免了补焊麻烦和报废问题。
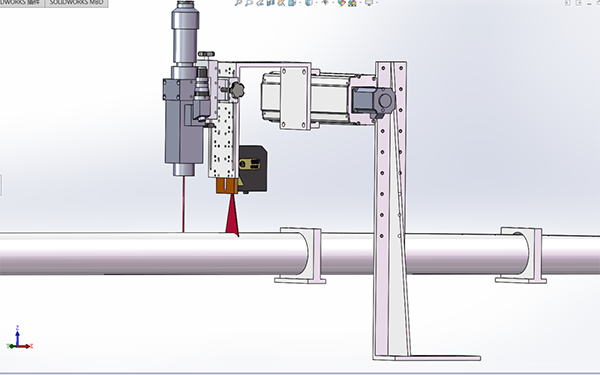
对于激光焊我们采用了全新的同轴跟踪方式,用视觉焊缝跟踪器替换掉了激光头上原有的相机,跟踪器直接安装在激光头上,安装调试方便快捷,焊缝自动纠偏的同时,还能保留原有观看焊接图像的功能,功能多样还实用。
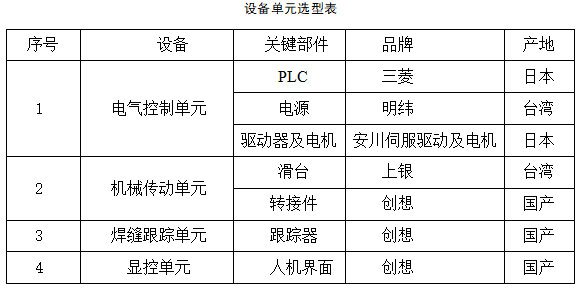
焊缝自动跟踪焊设备主要分为四个部分:电气控制单元、机械传动单元、焊缝跟踪单元,显控单元。实现设备由手动跟踪到自动跟踪的转换。减少操作步骤,提高生产效率,改善焊接质量。焊缝自动跟踪设备单元和选型情况如下表。
焊缝自动跟踪焊设备系统组成图如下图所示:
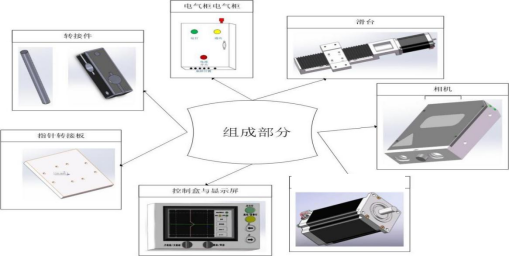
如下图所示,设备包含跟踪器,人机界面,微嵌屏,PLC 控制柜,驱动器, 跟踪滑台,摆动滑台,控制盒。激光焊缝跟踪器通过激光发射与接收,经过内部算法处理得到焊缝图像与偏差信号。焊缝图像通过网口传送给显示屏,显示屏显示图像。伺服编码器计算旋转电机的旋转脉冲数,转换成行走距离,发给 PLC 用于实现多层多道。跟踪器检测出的正确焊缝位置数据,通过以太网通讯发给 PLC,经过 PLC 运算处理转化成脉冲信号发送给驱动器,从而调正焊枪位置。
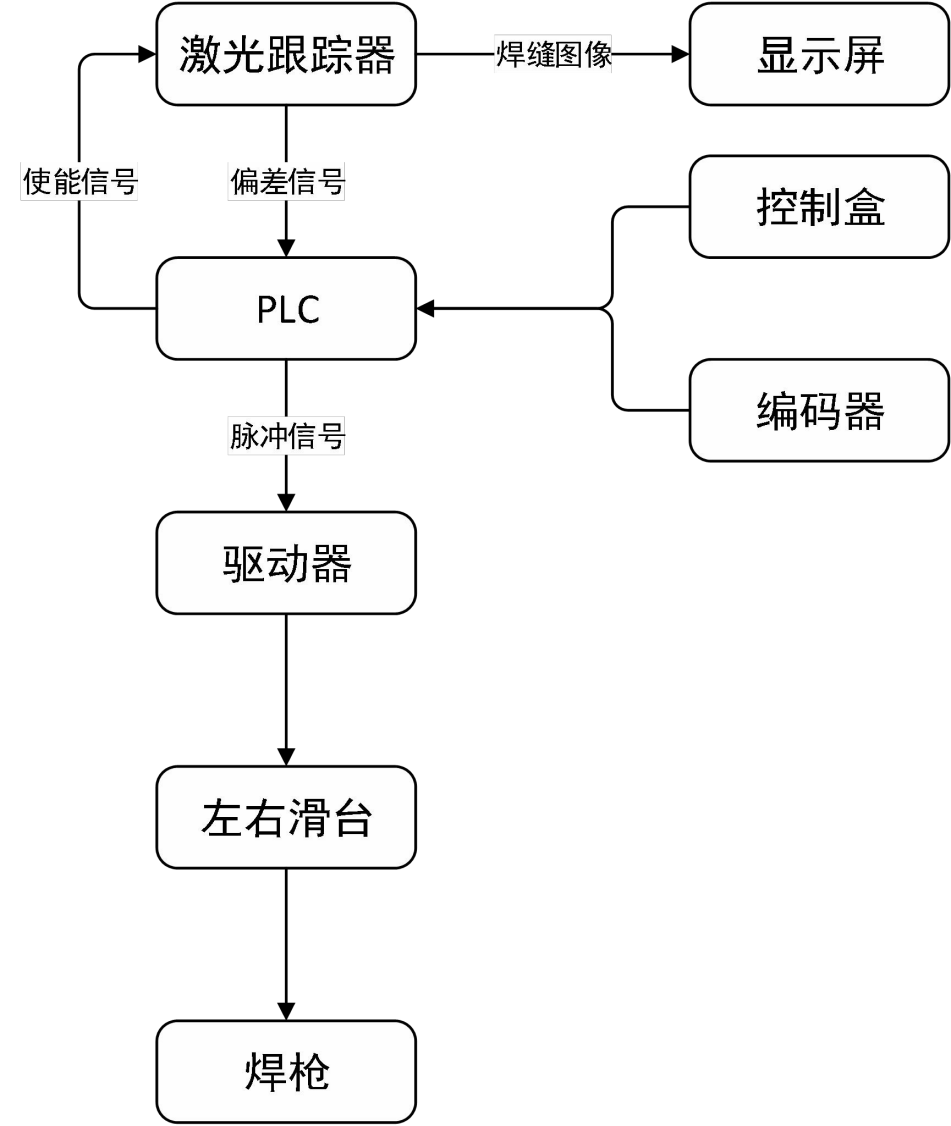
设备控制流程
1. 高低和左右滑台实现偏移量高低左右补偿。
2. 绝缘杆实现跟踪器与设备绝缘,保证设备稳定运行

控制盒图示
人机界面如上图所示,在控制盒上可进行如下操作:
1.查看跟踪设备是否运行正常设置控制参数。
2.手动左右上下移动跟踪滑台。
3.手自动切换。
4.通过图像观察检测效果,便于调试以及问题分析。
5.通过显示屏进入标定界面可标定跟踪器与焊枪的相对位置。
6.通讯及运行状态灯指示。
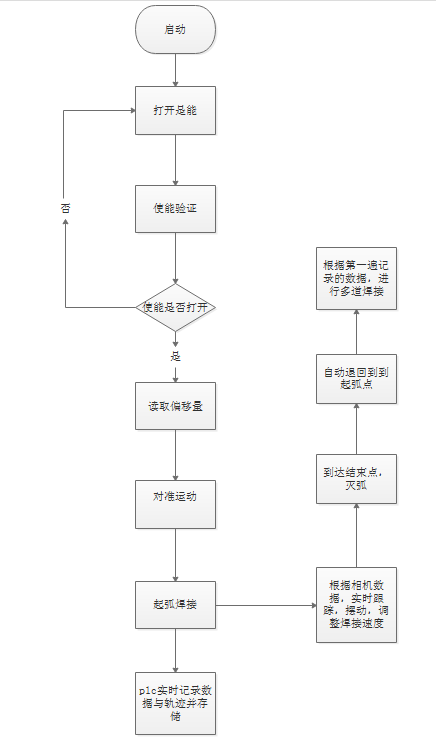
1.按下机柜电源开关,给机柜上电;
2.按下控制盒的启动按钮,滑台将会自动运行到焊接位置,;
3.按下跟踪按钮,相机启动并开始跟踪,当绿灯亮起时(对准时)表示对准;
5.再按下原设备的启动按钮,并起弧焊接,直到接收到原设备的结束信号,则自动停止跟踪和焊接;
6.焊枪按照原定程序运行;
7.全程如出现意外,按下停止,可重新启动工作,待系统运行到断弧位置后,跟踪按钮打开,焊接打开即可再次工作。
适配焊接机器人和焊接专机提高了焊接生产率和稳定了焊接质量,而更重要的是使焊工远离了有害的工作环境,减轻或消除了职业病的危害.
可实现实时纠正焊缝偏差,智能实时跟踪,精确引导焊枪自动焊接;
可有效解决焊缝偏差带来的问题,确保焊缝成形完美。










