气体保护电弧焊是用外加气体作为电弧介质并保护电弧和焊接区的电弧焊,简称气体保护焊。
气体保护焊是一种高效、节能、节材的焊接方式,合适的保护气体流量,使之形成稳定的层流气帘,有效的防止大气的侵入,是气体保护焊获得优质接头的重要因素之一。

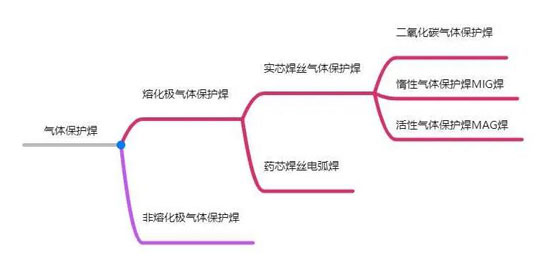
气体保护焊根据所采用的保护气体的种类不同,适于焊接不同的金属。气体保护焊的分类方法很多,通常分类如下图:
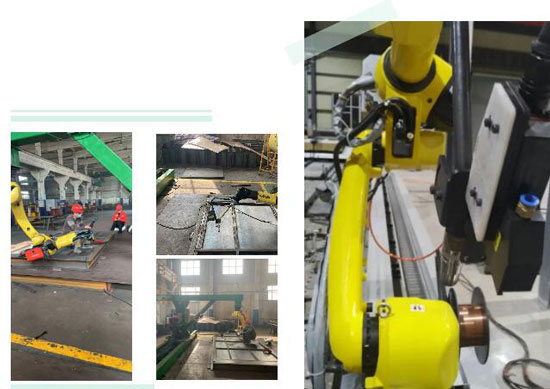
目前熔化极气体保护焊广泛应用于重型机械、工程机械、建筑工程、船舶、锅炉机床和各种车辆制造等行业,并正在逐步取代低效的焊条电弧焊。
常见的几种焊接方法如下:
二氧化碳气体保护焊
优点:
生产效率高;冷冽倾向小,便于控制焊接过程,操作简单,成本低。
缺点:
飞溅较大、弧光强、不够灵活
广泛应用于焊接低碳钢、低合金钢、还可以用于堆焊耐磨零件;补焊铸钢件和铸铁件。
熔化极惰性气体保护焊MIG焊
优点:几乎可以焊接所有的金属,生产效率高,焊接时几乎没有飞溅,焊缝质量较高。适合焊接薄、中、厚各种板材。可焊接任何位置或全位置焊缝。
缺点:焊接成本较高、抗风力弱、易产生气孔。
几乎可以焊接不同厚度的所有金属,但是由于成本较高,目前主要用于焊接有色金属、不锈钢和合金钢。或用于普通碳钢及低合金钢管道及接头打底焊道的焊接。
氧化性混合气体保护焊MAG
优点:飞溅率低、熔敷效率高,焊缝质量好,特别是焊接薄板时焊接参数范围大,焊缝成型好。
可以用于焊接碳钢、低合金钢、不锈钢、高强钢,还可以焊接铜、铝、镁及它们的合金,能焊薄板、中板、厚板,单面焊双面成形,空间各种位置的焊缝和全位置焊。
一般气体保护焊,最主要的危害是焊接烟尘。焊接过程中,会产生大量的烟尘。当焊接烟尘超过允许浓度时,就会严重危害操作者及其周围人群的身体健康。
在焊接烟尘中,一般存在着大量的可吸入物质。长期在焊接烟尘环境下作业的焊接操作人员患有呼吸道疾病的比例,明显高于其他人员,同时可吸入物质还会沉积在人体的骨骼和血液中,导致人体机能下降。
北京创想智控自主研发的激光焊缝跟踪器包含的“五抗技术”可解决气保焊焊接中存在的问题:“抗弧光、烟尘、飞溅、点焊和电磁干扰”。 软件稳定,性价比高。
广泛应用于焊接领域,能够适用大部分的焊接工艺,精度高,处理速度快,抗干扰性强。

实时跟踪,可有效的控制焊枪焊接,大大减少焊工的劳动强度和人为因素的影响,保证焊缝质量和提高焊接效率。