
中厚板焊接过程中实现精确的焊缝自动跟踪的难点在于采用什么样的传感器可靠?如何准确的提取到焊缝偏差信息?
中厚板结构件焊接是装备制造业的重要生产工序,中厚板涉及的行业主要包括:工程机械、建筑机械、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。
一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm<厚度≤60mm的钢板为厚板,厚度>60mm的钢板为特厚板。
中厚板焊接施焊过程中,易产生热裂纹与冷裂纹。因此,在实际生产制造过程中,应对焊接过程进行控制,以防止焊接裂纹的产生。
目前,由于制造业的高速发展,市场对焊接构件的精度和速度提出了更高的要求,而一般工人由于受技术水平、疲劳程度等原因无法实现目前的焊接要求,另外焊接过程中产生的火花、飞溅、烟雾等都影响着工人的健康。
随着生产自动化和智能化技术的迅速发展,各种新技术在焊接领域得到了广泛应用,焊接自动跟踪系统已成为焊接自动控制研究领域中的一个重要内容.精确的焊缝跟踪可以快速实现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过程自动化的重要研究方向.
在众多中厚板构造物的焊接工程中,以提高生产效率,实现稳定,均匀焊接为目的的自动化焊接已经得到广泛应用,因此精确的焊缝跟踪技术是保证焊接精准的重要因素,也是实现焊接自动化的重要手段。
在这一背景下,创想智控自主研发的激光焊缝跟踪系统可真正焊接实现自动化,将焊缝跟踪系统与自动化设备融合提出综合解决方案,可以有效提高焊接质量和焊接效率,同时降低焊接对于焊接工人的身体伤害。
中厚板焊接过程中实现精确的焊缝自动跟踪的难点在于采用什么样的传感器可靠?如何准确的提取到焊缝偏差信息?
生产制造业经过多年实践与总结,目前中厚板焊接中最需要关注的有以下几点:
智能寻位
沟槽寻位
电弧跟踪
多层焊接
摆动焊接
编程规范
目前创想智控针对上述要点提出了智能跟踪综合解决方案
智能寻位
在中厚板焊接中,对工件焊道焊缝进行寻位。
沟槽寻位
对沟槽进行寻位,获得位置及尺寸。
电弧跟踪
激光跟踪系统替代或者搭配使用。
多层焊接
寻焊缝位置,寻位路径进行多层多道偏移。
摆动焊接
寻焊缝位置,寻位路径进行摆动焊接偏移。
编程规范
不需要每条焊缝进行示教处理。
多层多道焊
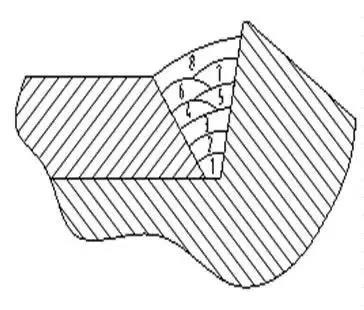
多层焊是指熔敷两道以上的焊层来完成整条焊缝所进行的焊接,而焊缝的每一层由一条焊道完成,熔敷两个以上焊层完成整条焊缝所进行的焊接,当焊缝相对焊接工艺较大时,需要采用多层焊,多层焊往往连带多道焊。
多层焊的优点是可以焊接大厚壁结构,较之相同情形下采用单层焊,还可以减小热输入量,减小变形,降低产生缺陷的概率。
多层焊包括多层单道焊和多层多道焊。一层焊缝可以由若干道焊道组成,如果坡口角度小,熔敷一道就可以是一层,坡口角度较大,熔敷两道及以上焊道才能组成一层焊缝,就是多道焊。
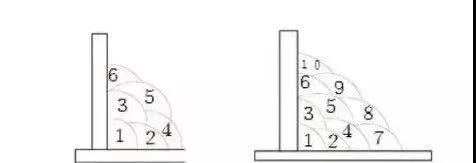
当焊接焊脚尺寸大于10mm的焊缝时,如果采用多层焊,则由于焊缝表面较宽,坡度较大,熔化金属容易下垂,给操作带来一定的困难。所以在实际生产中都采用多层多道焊。
焊脚尺寸为10~12mm时,一般用两层三道来完成。
焊第一层(第一道)时,可采用较小直径的焊条及较大焊接电流,用直线形运条法,收尾与多层焊的第一层相同。焊完后将熔渣清除干净。
焊第二道焊缝时,应覆盖不小于第一层焊缝的2/3,焊条与水平板的角度要稍大些,一般为45°~55°,以使熔化金属与水平板很好熔合。焊条与焊接方向的夹角仍为65°~80°,用斜圆圈形或反锯齿形运条,焊接时应注意熔化金属与水平板要很好熔合。
焊接第三道焊缝时,应覆盖第二道焊缝的1/3~1/2。焊条与水平板的角度为40°~45°,角度太大易产生焊脚下偏现象。一般采用直线形运条法,焊接速度要均匀,不宜太慢,因为速度慢了容易产生焊瘤,使焊缝成形不美观。
当第二道焊缝覆盖第一层大于2/3时,在焊接第三道时可采用直线往复运条法,以避免第三道焊缝过高。如果第二道覆盖第一道太少时,第三道焊接时可采用斜圆圈运条法,运条时在垂直板上要稍作停留,以防止咬边,这样就能弥补由于第二道覆盖过少而产生的焊脚下偏现象。
如果焊接焊脚尺寸大于12mm以上的焊件时,可采用三层六道、四层十道来完成, 如下图所示。焊脚尺寸越大,焊接层数、道数就越多。
由北京创想智控自主研发的、具有多项专利的激光焊缝跟踪系统通过复杂的程序算法完成焊缝的在线实时检测,非接触式跟踪,通过传感器测量焊缝偏移,引导并控制焊枪进行定位。具有焊缝成形美观,质量可靠,产品合格率高,劳动强度低和生产效率高等优点,大大提高企业的生产效率。

抗弧光、烟尘、飞溅、点焊和电磁干扰;
可高速、高精度识别焊缝进行实时跟踪;
专用软件稳定,性价比高;
能够适用所有焊接工艺,精度高,处理速度快,抗干扰性强。

可实现,精确控制焊枪焊接,大大减少焊工的劳动强度和人为因素的影响,保证焊缝质量和提高焊接效率。
该系统对中精度高、抗干扰能力强、成本低、实用性强,解决了人工对中调节不方便、经常出现跑偏等问题。通过对现有的焊接设备加装焊缝跟踪系统,实现焊接自动跟踪,有效解决了焊缝偏差带来的问题,在中厚板焊接中成功应用,获得较好的焊接效果。










