

装燃料的容器,是液压系统中储存液压油或液压液的专用容器。就是我们常说的油箱,油箱可分为开式油箱和闭式油箱两种。目前,部分油箱已由工程塑料取代,但有相当大的一部分不管是商用车、乘客车或是货车,都还在使用金属油箱。
据不完全统计,油箱每年生产3000万个,可以绕地球半圈。其主要为发动机或液压系统提供燃料或油液,油箱的焊接质量直接影响油箱寿命及机械的机动性。
焊接作为生产制造企业的关键技术在油箱生产制造过程中也是重要工序之一。油箱对焊缝的密封性有较高要求,采用手工焊接存在的问题,油箱焊接设备由于工件组对偏差、装夹偏差、焊道宽窄等因素的影响。焊缝位置会不断发生变化。一般采用的是人眼观察,手动调整偏差的工作方式。人工调整存在以下问题:
1、观测精度不高:观测的精度一般在 1mm 以上。
2、人反映速度慢:人工响应时间 1 秒。
3、人眼易于疲劳:长时间盯着看,易造成视觉和心理疲劳。
4、每台设备都需要有专人实时调整,用工量较大,生产成本较高。
为了解决以上问题,采用智能化设备代替人工操作,将人工调整转变为自动调整,解放出劳动力,实现一人操作多台设备。
油箱自动焊接生产线配备创想智控激光焊缝跟踪系统,焊接过程中可自主扫描焊缝位置(拼接缝、角焊缝、搭接焊缝),实时随焊缝变化调整焊枪位置及高度,取代人工对焊枪的调整。真正实现无人值守、自动焊接,降低了劳动强度、提高了生产效率、改善了工作环境、保证了焊接质量稳定可靠,解决了油箱在进行端盖双环缝焊接时,工件出现焊缝不规整,有偏移现象,容易出现焊偏、焊穿、咬边现象的问题,使整条焊缝质量具备良好的一致性。提高了机器人或自动焊接专机的利用率、同时也提升了生产能力。跟踪器与焊接程序适配,操作方便实用。
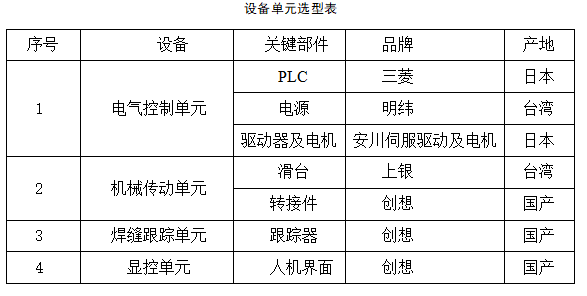
焊缝自动跟踪焊设备主要分为四个部分:电气控制单元、机械传动单元、焊缝跟踪单元,显控单元。实现设备由手动跟踪到自动跟踪的转换。减少操作步骤,提高生产效率,改善焊接质量。焊缝自动跟踪设备单元和选型情况如下表。
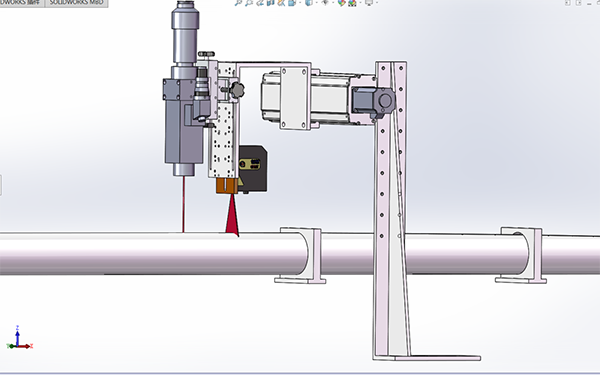
焊缝自动跟踪焊设备系统组成图如下图所示:
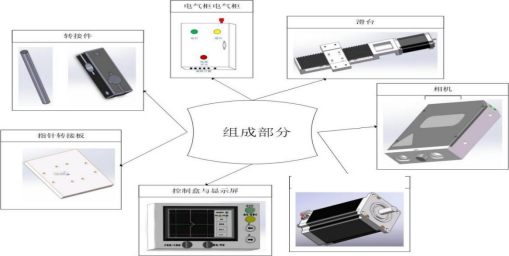
如图下图所示,设备包含激光跟踪器,人机界面,微嵌屏,PLC 控制柜,驱动器, 跟踪滑台,摆动滑台,控制盒。激光焊缝跟踪器通过激光发射与接收,经过内部算法处理得到焊缝图像与偏差信号。焊缝图像通过网口传送给显示屏,显示屏显示图像。伺服编码器计算旋转电机的旋转脉冲数,转换成行走距离,发给 PLC 用于实现多层多道。跟踪器检测出的正确焊缝位置数据,通过以太网通讯发给 PLC,经过 PLC 运算处理转化成脉冲信号发送给驱动器,从而调正焊枪位置、摆幅宽度,与焊接速度。
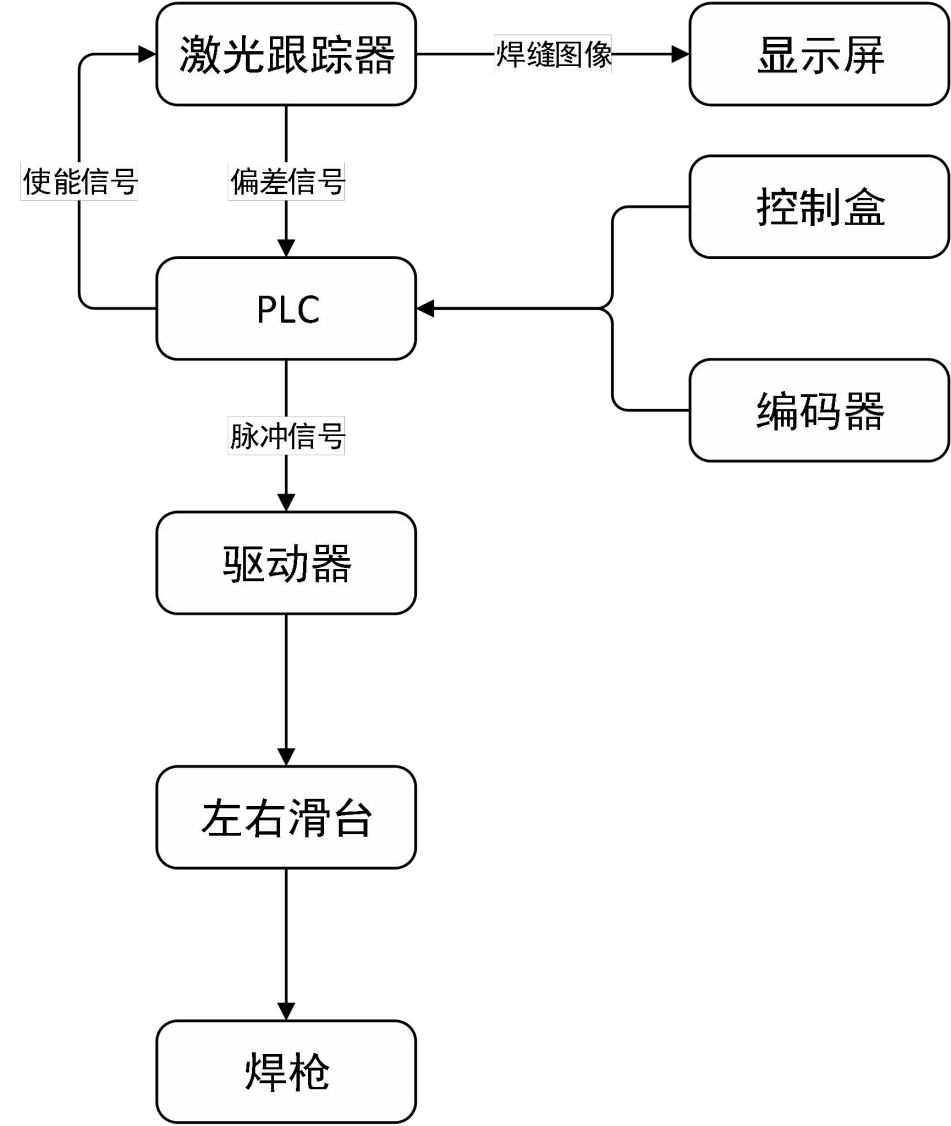
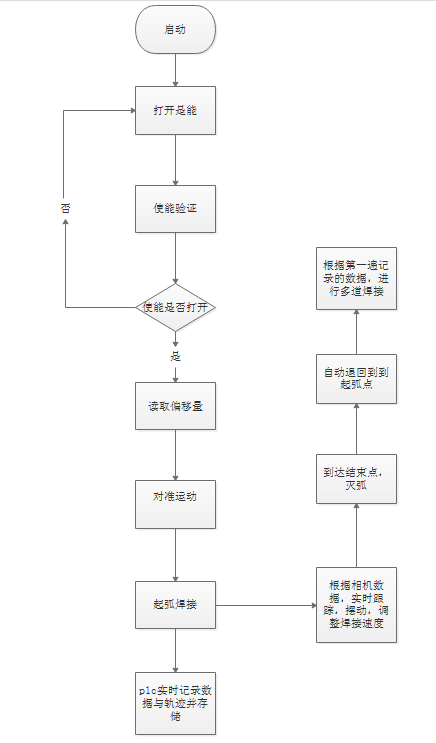
设备控制流程
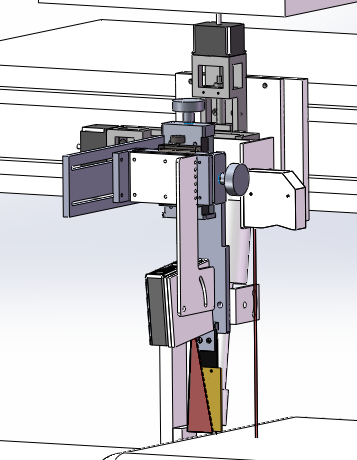
机械结构安装图
1. 高低和左右滑台实现偏移量高低左右补偿。
2. 摆动滑台实现焊缝自适应摆动
3. 前进滑台实现焊接速度调整
4. 绝缘杆实现跟踪器与设备绝缘,保证设备稳定运行
控制盒图示
人机界面如图上所示,在控制盒上可进行如下操作:
1.查看跟踪设备是否运行正常设置控制参数。
2.手动左右上下移动跟踪滑台。
3.手自动切换。
4.通过图像观察检测效果,便于调试以及问题分析。
5.通过显示屏进入标定界面可标定跟踪器与焊枪的相对位置。
6.通讯及运行状态灯指示。
1.按下机柜电源开关,给机柜上电;
2.按下控制盒的启动按钮,滑台将会自动运行到焊接位置,;
3.按下跟踪按钮,相机启动并开始跟踪,当绿灯亮起时(对准时)表示对准;
5.再按下原设备的启动按钮,并起弧焊接,直到接收到原设备的结束信号,则自动停止跟踪和焊接;
6.焊枪按照原定程序运行;
7.全程如出现意外,按下停止,可重新启动工作,待系统运行到断弧位置后,跟踪按钮打开,焊接打开即可再次工作。
适配焊接机器人和焊接专机提高了焊接生产率和稳定了焊接质量,而更重要的是使焊工远离了有害的工作环境,减轻或消除了职业病的危害.
可实现实时纠正焊缝偏差,智能实时跟踪,精确引导焊枪自动焊接;
可有效解决焊缝偏差带来的问题,确保焊缝成形完美。










