

煤气罐(液化气钢瓶)是一种储藏煤气的钢瓶, 是应用广泛的特种设备, 是民用重复充装液化石油气,承受内压的贮运式专用压力容器。钢瓶由瓶体、护罩、底座、瓶阀构成,要求安全可靠。
随着社会经济的发展和人民生活水平的提高以及民用燃料结构的变化,现在,液化石油气体作为高效清洁的燃料连同盛装气体的钢瓶已进入千家万户。液化石油气又是一种易燃易爆的压缩气体,盛装气体的钢瓶则是一种移动式的压力容器,其安全问题是非常重要的,而保证钢瓶的制造质量是确保钢瓶安全使用的重要前提。
钢瓶制造质量关键质量特性有:
钢瓶主体材料的质量
钢瓶容积质量
钢瓶热处理质量
瓶阀质量
钢瓶主环焊缝质量
焊接是煤气钢瓶制造的重要工序,对煤气钢瓶质量有重要影响,因此,对焊接过程要进行严格的控制。
目前煤气瓶制造企业存在的问题:
误差大
以液化石油气钢瓶为例,由于采用薄钢板冷压成型,下料环节的误差必不可免;拼接焊的过程中,夹具的精度和人工摆放等亦会产生误差,以上均可导致焊缝位置的不准确。
生产效率低
目前,钢瓶焊接大多采用一台环焊机配一个工人进行观看并手动调整焊枪位置的方式进行焊接。
生产质量及安全性差
工人劳动强度大,疲劳或者分神均会导致一致性、稳定性变低。同时焊偏的钢瓶在压力测试时,容易引起炸瓶,进而增加生产成本的同时更严重威胁操作人员的人身安全。
煤气钢瓶主要焊缝的焊接,是影响煤气钢瓶生产和质量的主要因素在于钢瓶上下封头的连接即环焊缝上,因此,应采用自动焊接方法施焊。
采用自动焊的目的是为了保证焊缝质量的稳定,因为煤气钢瓶是一种批量生产的产品,只有自动焊才能保持焊缝质量的持续稳定。
创想激光焊缝跟踪系统投入到煤气钢瓶焊接中可实现高精度跟踪、纠偏焊缝,提高煤气瓶良品率,提高煤气瓶生产企业的综合竞争力!
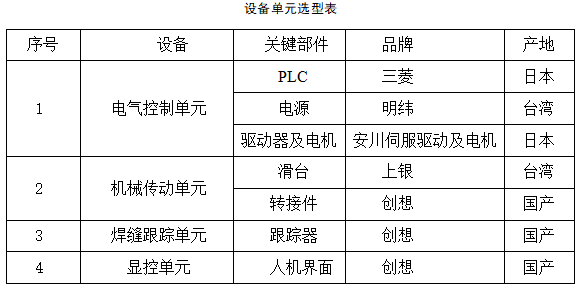
焊缝自动跟踪焊设备主要分为四个部分:电气控制单元、机械传动单元、焊缝跟踪单元,显控单元。实现设备由手动跟踪到自动跟踪的转换。减少操作步骤,提高生产效率,改善焊接质量。焊缝自动跟踪设备单元和选型情况如下表。
焊缝自动跟踪焊设备系统组成图如下图所示:
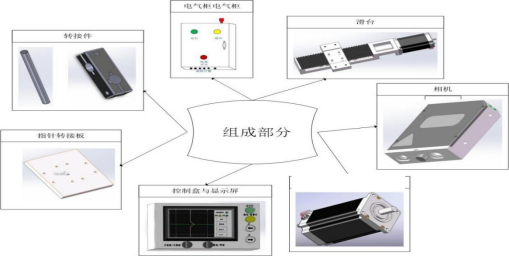
如图下图所示,设备包含激光跟踪器,人机界面,微嵌屏,PLC 控制柜,驱动器, 跟踪滑台,摆动滑台,控制盒。激光焊缝跟踪器通过激光发射与接收,经过内部算法处理得到焊缝图像与偏差信号。焊缝图像通过网口传送给显示屏,显示屏显示图像。伺服编码器计算旋转电机的旋转脉冲数,转换成行走距离,发给 PLC 用于实现多层多道。跟踪器检测出的正确焊缝位置数据,通过以太网通讯发给 PLC,经过 PLC 运算处理转化成脉冲信号发送给驱动器,从而调正焊枪位置、摆幅宽度,与焊接速度。
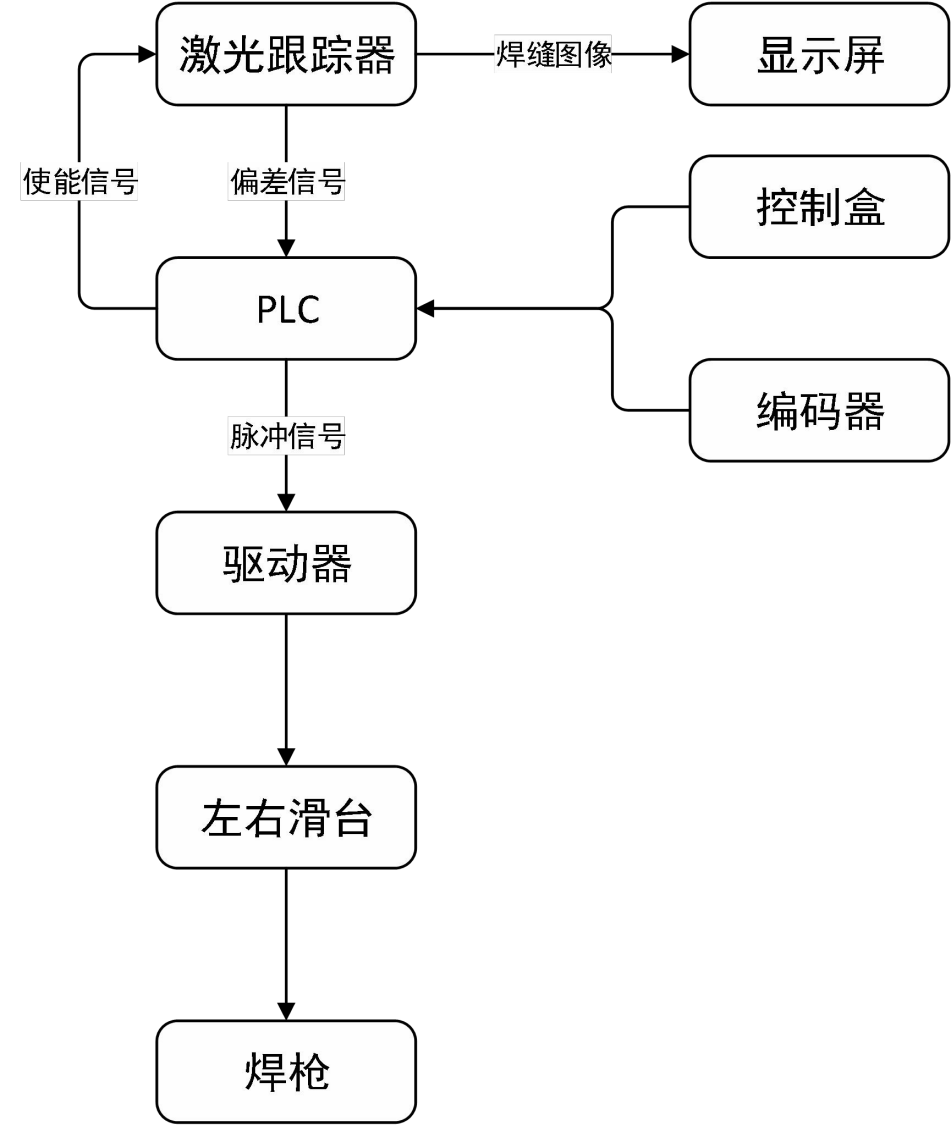
设备控制流程
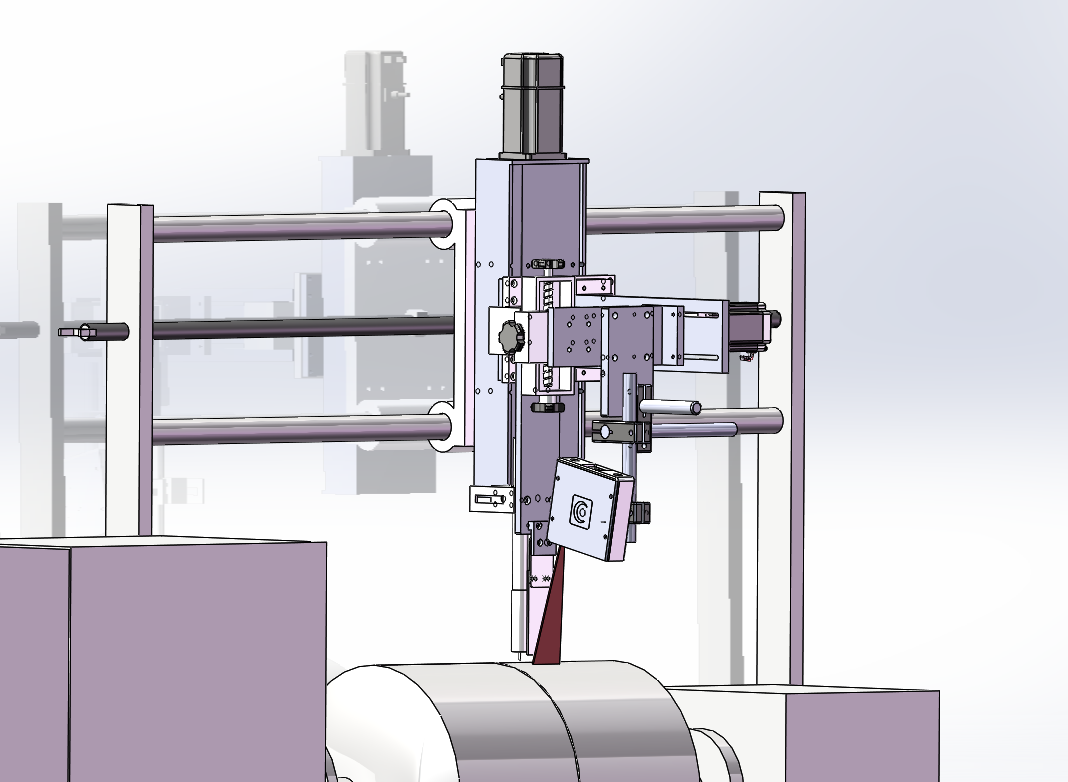
机械结构安装图
1. 高低和左右滑台实现偏移量高低左右补偿。
2. 摆动滑台实现焊缝自适应摆动
3. 前进滑台实现焊接速度调整
4. 绝缘杆实现跟踪器与设备绝缘,保证设备稳定运行

控制盒图示
人机界面如图上所示,在控制盒上可进行如下操作:
1.查看跟踪设备是否运行正常设置控制参数。
2.手动左右上下移动跟踪滑台。
3.手自动切换。
4.通过图像观察检测效果,便于调试以及问题分析。
5.通过显示屏进入标定界面可标定跟踪器与焊枪的相对位置。
6.通讯及运行状态灯指示。
1.按下机柜电源开关,给机柜上电;
2.按下控制盒的启动按钮,滑台将会自动运行到焊接位置,;
3.按下跟踪按钮,相机启动并开始跟踪,当绿灯亮起时(对准时)表示对准;
5.再按下原设备的启动按钮,并起弧焊接,直到接收到原设备的结束信号,则自动停止跟踪和焊接;
6.焊枪按照原定程序运行;
7.全程如出现意外,按下停止,可重新启动工作,待系统运行到断弧位置后,跟踪按钮打开,焊接打开即可再次工作。
适配焊接机器人和焊接专机提高了焊接生产率和稳定了焊接质量,而更重要的是使焊工远离了有害的工作环境,减轻或消除了职业病的危害.
可实现实时纠正焊缝偏差,智能实时跟踪,精确引导焊枪自动焊接;
可有效解决焊缝偏差带来的问题,确保焊缝成形完美。










