
中厚板结构件焊接是装备制造业的重要生产工序,中厚板涉及的行业主要包括:工程机械、建筑机械、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。
一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm<厚度≤60mm的钢板为厚板,厚度>60mm的钢板为特厚板。
目前,由于制造业的高速发展,市场对焊接构件的精度和速度提出了更高的要求,而一般工人由于受技术水平、疲劳程度等原因无法实现目前的焊接要求,另外焊接过程中产生的火花、飞溅、烟雾等都影响着工人的健康。
随着生产自动化和智能化技术的迅速发展,各种新技术在焊接领域得到了广泛应用,焊接自动跟踪系统已成为焊接自动控制研究领域中的一个重要内容。精确的焊缝跟踪可以快速实现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过程自动化的重要研究方向。
中厚板焊接施焊过程中,易产生热裂纹与冷裂纹。因此,在实际生产制造过程中,应对焊接过程进行控制,以防止焊接裂纹的产生。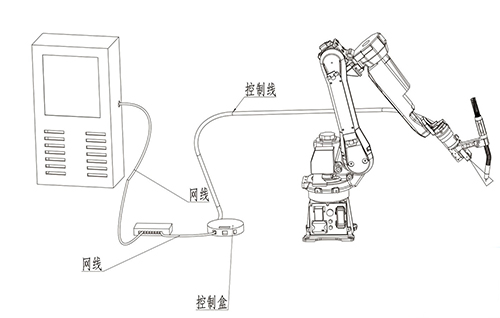
1、智能寻位
在中厚板焊接中,对工件焊道焊缝进行寻位
2、沟槽寻位
在智能寻位的基础上,焊枪针对沟槽进行寻位获得位置及尺寸
3、电弧跟踪
焊接时要实现弧焊控制跟踪启动,固定焊接起始点
4、多层焊接
广泛应用于中厚板焊接中
5、摆动焊接
是填充中厚板宽缝焊道的重要手段,焊枪摆动功能启动,原点摆动。
6、编程规范
编写规范的焊接程序。在焊接文件中插入寻位程序,。对每条焊缝在焊接前进行寻位
7、机器人姿势
调整机器人运动姿势,方式机器人运动中发生碰撞或者进入运动死点,保证焊接工艺的合格与美观。机器人在行走每一条焊缝之前应当把机器人调整到合理的姿态和位置。调整焊枪尽量使焊枪在焊接中姿态变化大不大
8、焊接工艺
外部因素---排除影响焊接工艺的外部因素,焊接前要清理铁锈、油污,防止吹风
船型焊接---对于角焊,焊枪尽量垂直向下对准焊角,保证焊接成形质量。另外焊枪推焊,焊枪和垂直方向成20o以内的角度前进焊接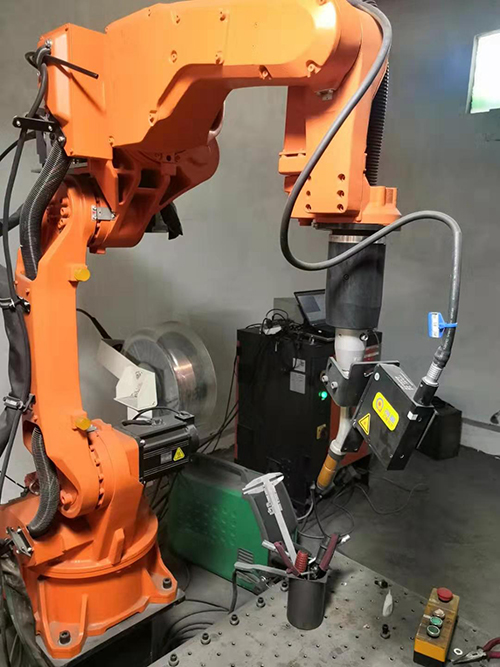
V型焊接---V型对接坡口焊缝底部托板不应过薄且与母材间隙不应过大,以免打底焊接时焊漏。如果存在间隙,焊接前可以用机器人点焊打底。
焊接参数---设置合适的焊接参数可以焊出漂亮的成形。不但每个焊接面的参数值不一样,就是同一道焊缝每层焊接的参数值也不一样。
对于厚度较大的焊件,一般都应采用多层焊。每层焊缝的厚度对焊缝质量和焊接应力的大小有着一定的影响。对于低碳钢和强度等级低的普通低合金钢,如果每层焊缝厚度过厚,会引起结构变形增大,对焊缝金属的塑性稍有不利影响。
当焊件较厚时,往往需要多层焊。多层焊时,后层焊道对前一层焊道重新加热和部分熔合,可以消除后者存在的偏析、夹渣及一些气孔。同时后层焊道还对前层焊道有热处理作用,能改善焊缝的金属组织,提高焊缝的力学性能。因此,性能要求高的焊缝与接头,焊接层数多有利于控制焊接质量,每层焊缝厚度不宜
北京创想智控作为一家专业从事机器视觉研发及生产的高新技术企业,多年来一直致力于凭借强大的核心技术及创新能力为用户提供一站式、优质的综合解决方案。
创想智控自主研发的机器人焊缝跟踪系统配合焊接机器人使用,可以正确引导机器人进行焊接定位。
机器人焊缝跟踪系统可将检测出的焊缝的位置和形状信息转化为信号,控制系统对信号进行处理,根据检测结果控制自动调节机构调整焊枪位置,从而实现焊缝自动跟踪。保证焊接质量的可靠性。可以说,焊缝跟踪是保证焊接机器人焊接质量的一个重要的因素,可大幅度提高生产效率及焊接质量,确保焊接安全及焊缝完美。
中厚板结构件焊接是装备制造业的重要生产工序,中厚板涉及的行业主要包括:工程机械、建筑机械、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。
一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm<厚度≤60mm的钢板为厚板,厚度>60mm的钢板为特厚板。
目前,由于制造业的高速发展,市场对焊接构件的精度和速度提出了更高的要求,而一般工人由于受技术水平、疲劳程度等原因无法实现目前的焊接要求,另外焊接过程中产生的火花、飞溅、烟雾等都影响着工人的健康。
随着生产自动化和智能化技术的迅速发展,各种新技术在焊接领域得到了广泛应用,焊接自动跟踪系统已成为焊接自动控制研究领域中的一个重要内容。精确的焊缝跟踪可以快速实现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过程自动化的重要研究方向。
中厚板焊接施焊过程中,易产生热裂纹与冷裂纹。因此,在实际生产制造过程中,应对焊接过程进行控制,以防止焊接裂纹的产生。
1、智能寻位
在中厚板焊接中,对工件焊道焊缝进行寻位
2、沟槽寻位
在智能寻位的基础上,焊枪针对沟槽进行寻位获得位置及尺寸
3、电弧跟踪
焊接时要实现弧焊控制跟踪启动,固定焊接起始点
4、多层焊接
广泛应用于中厚板焊接中
5、摆动焊接
是填充中厚板宽缝焊道的重要手段,焊枪摆动功能启动,原点摆动。
6、编程规范
编写规范的焊接程序。在焊接文件中插入寻位程序,。对每条焊缝在焊接前进行寻位
7、机器人姿势
调整机器人运动姿势,方式机器人运动中发生碰撞或者进入运动死点,保证焊接工艺的合格与美观。机器人在行走每一条焊缝之前应当把机器人调整到合理的姿态和位置。调整焊枪尽量使焊枪在焊接中姿态变化大不大
8、焊接工艺
外部因素---排除影响焊接工艺的外部因素,焊接前要清理铁锈、油污,防止吹风
船型焊接---对于角焊,焊枪尽量垂直向下对准焊角,保证焊接成形质量。另外焊枪推焊,焊枪和垂直方向成20o以内的角度前进焊接
V型焊接---V型对接坡口焊缝底部托板不应过薄且与母材间隙不应过大,以免打底焊接时焊漏。如果存在间隙,焊接前可以用机器人点焊打底。
焊接参数---设置合适的焊接参数可以焊出漂亮的成形。不但每个焊接面的参数值不一样,就是同一道焊缝每层焊接的参数值也不一样。
对于厚度较大的焊件,一般都应采用多层焊。每层焊缝的厚度对焊缝质量和焊接应力的大小有着一定的影响。对于低碳钢和强度等级低的普通低合金钢,如果每层焊缝厚度过厚,会引起结构变形增大,对焊缝金属的塑性稍有不利影响。
当焊件较厚时,往往需要多层焊。多层焊时,后层焊道对前一层焊道重新加热和部分熔合,可以消除后者存在的偏析、夹渣及一些气孔。同时后层焊道还对前层焊道有热处理作用,能改善焊缝的金属组织,提高焊缝的力学性能。因此,性能要求高的焊缝与接头,焊接层数多有利于控制焊接质量,每层焊缝厚度不宜
北京创想智控作为一家专业从事机器视觉研发及生产的高新技术企业,多年来一直致力于凭借强大的核心技术及创新能力为用户提供一站式、优质的综合解决方案。
创想智控自主研发的机器人焊缝跟踪系统配合焊接机器人使用,可以正确引导机器人进行焊接定位。
机器人焊缝跟踪系统可将检测出的焊缝的位置和形状信息转化为信号,控制系统对信号进行处理,根据检测结果控制自动调节机构调整焊枪位置,从而实现焊缝自动跟踪。保证焊接质量的可靠性。可以说,焊缝跟踪是保证焊接机器人焊接质量的一个重要的因素,可大幅度提高生产效率及焊接质量,确保焊接安全及焊缝完美。
中厚板结构件焊接是装备制造业的重要生产工序,中厚板涉及的行业主要包括:工程机械、建筑机械、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。
一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm<厚度≤60mm的钢板为厚板,厚度>60mm的钢板为特厚板。
目前,由于制造业的高速发展,市场对焊接构件的精度和速度提出了更高的要求,而一般工人由于受技术水平、疲劳程度等原因无法实现目前的焊接要求,另外焊接过程中产生的火花、飞溅、烟雾等都影响着工人的健康。
随着生产自动化和智能化技术的迅速发展,各种新技术在焊接领域得到了广泛应用,焊接自动跟踪系统已成为焊接自动控制研究领域中的一个重要内容。精确的焊缝跟踪可以快速实现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过程自动化的重要研究方向。
中厚板焊接施焊过程中,易产生热裂纹与冷裂纹。因此,在实际生产制造过程中,应对焊接过程进行控制,以防止焊接裂纹的产生。
1、智能寻位
在中厚板焊接中,对工件焊道焊缝进行寻位
2、沟槽寻位
在智能寻位的基础上,焊枪针对沟槽进行寻位获得位置及尺寸
3、电弧跟踪
焊接时要实现弧焊控制跟踪启动,固定焊接起始点
4、多层焊接
广泛应用于中厚板焊接中
5、摆动焊接
是填充中厚板宽缝焊道的重要手段,焊枪摆动功能启动,原点摆动。
6、编程规范
编写规范的焊接程序。在焊接文件中插入寻位程序,。对每条焊缝在焊接前进行寻位
7、机器人姿势
调整机器人运动姿势,方式机器人运动中发生碰撞或者进入运动死点,保证焊接工艺的合格与美观。机器人在行走每一条焊缝之前应当把机器人调整到合理的姿态和位置。调整焊枪尽量使焊枪在焊接中姿态变化大不大
8、焊接工艺
外部因素---排除影响焊接工艺的外部因素,焊接前要清理铁锈、油污,防止吹风
船型焊接---对于角焊,焊枪尽量垂直向下对准焊角,保证焊接成形质量。另外焊枪推焊,焊枪和垂直方向成20o以内的角度前进焊接
V型焊接---V型对接坡口焊缝底部托板不应过薄且与母材间隙不应过大,以免打底焊接时焊漏。如果存在间隙,焊接前可以用机器人点焊打底。
焊接参数---设置合适的焊接参数可以焊出漂亮的成形。不但每个焊接面的参数值不一样,就是同一道焊缝每层焊接的参数值也不一样。
对于厚度较大的焊件,一般都应采用多层焊。每层焊缝的厚度对焊缝质量和焊接应力的大小有着一定的影响。对于低碳钢和强度等级低的普通低合金钢,如果每层焊缝厚度过厚,会引起结构变形增大,对焊缝金属的塑性稍有不利影响。
当焊件较厚时,往往需要多层焊。多层焊时,后层焊道对前一层焊道重新加热和部分熔合,可以消除后者存在的偏析、夹渣及一些气孔。同时后层焊道还对前层焊道有热处理作用,能改善焊缝的金属组织,提高焊缝的力学性能。因此,性能要求高的焊缝与接头,焊接层数多有利于控制焊接质量,每层焊缝厚度不宜
北京创想智控作为一家专业从事机器视觉研发及生产的高新技术企业,多年来一直致力于凭借强大的核心技术及创新能力为用户提供一站式、优质的综合解决方案。
创想智控自主研发的机器人焊缝跟踪系统配合焊接机器人使用,可以正确引导机器人进行焊接定位。
机器人焊缝跟踪系统可将检测出的焊缝的位置和形状信息转化为信号,控制系统对信号进行处理,根据检测结果控制自动调节机构调整焊枪位置,从而实现焊缝自动跟踪。保证焊接质量的可靠性。可以说,焊缝跟踪是保证焊接机器人焊接质量的一个重要的因素,可大幅度提高生产效率及焊接质量,确保焊接安全及焊缝完美。










